

22 Jahre Erfahrung
CNC-Präzisionsbearbeitung OEM-Hersteller.
Mobiltelefon(WeChat): +8613998697660

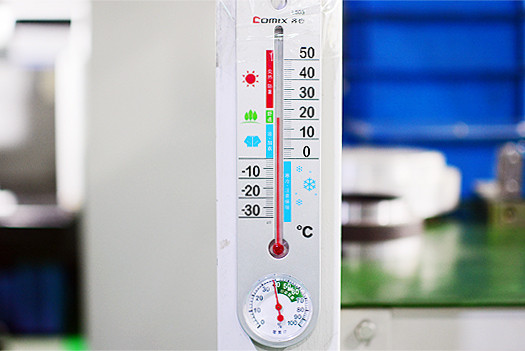
Die Temperaturkontrolle in unserem Inspektionsraum liegt zwischen 18 und 22 Grad.
Um die Genauigkeit der Inspektion zu gewährleisten, sollten die Teile vor der Überprüfung für mehr als vier Stunden im Inspektionsraum des Thermostats aufbewahrt werden.


Die Teile sollten vor der Inspektion gereinigt werden (um sicherzustellen, dass die Teile genau gemessen werden.)
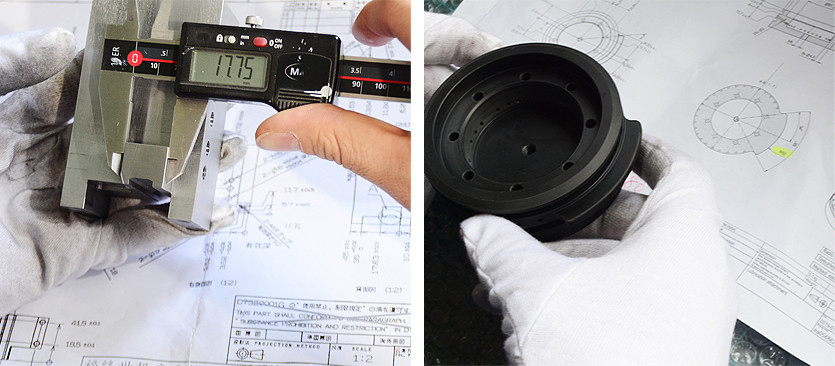
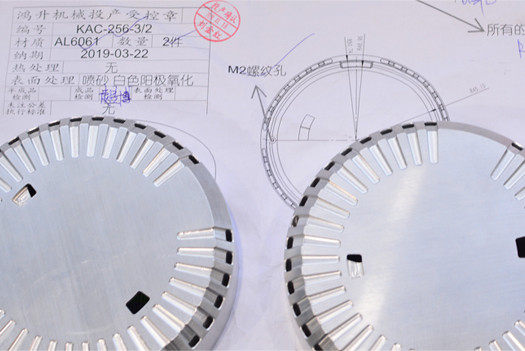
Zunächst überprüft das Qualitätsinspektionspersonal, ob die Teile mit der Zeichnung übereinstimmen oder nicht, und bestimmt, dass die Zeichnung mit der dritten Winkelprojektion oder der ersten Winkelprojektion zum Testen verwendet werden soll.
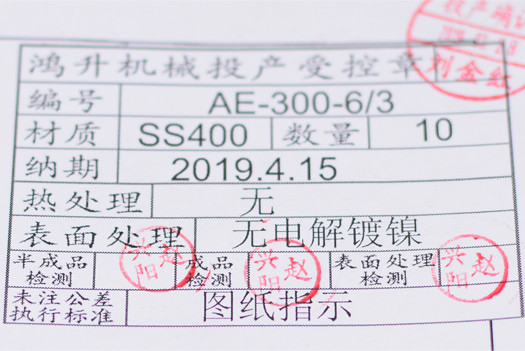
Vergewissern Sie sich, dass das Material der zu prüfenden Teile der Zeichnung entspricht (Edelstahl wird mit einem Magneten geprüft und überprüft, ob die Teile magnetisch sind oder nicht).
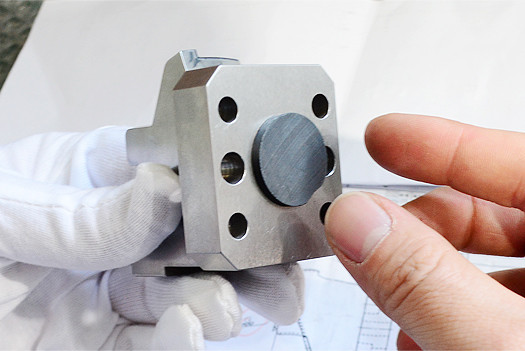
Bestätigen Sie das Aussehen der Teile. Überprüfen Sie die Oberfläche auf Grate, Kratzer und Quetschungen und prüfen Sie, ob die Fase gleichmäßig ist oder nicht.
Bestätigen Sie, ob die Menge mit der Zeichnung übereinstimmt.
Die Inspektionswerkzeuge müssen vor der Inspektion zuerst korrigiert werden. Wenn es kein Problem gibt, werden die Werkzeuge danach verwendet.

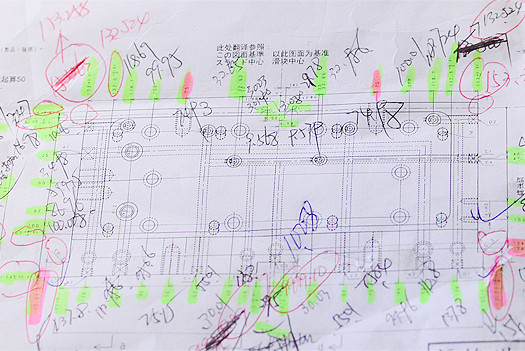
Bei den Prüfprinzipien von Hongsheng müssen alle Teile nacheinander für jede Größe in der Zeichnung geprüft werden, mit Ausnahme großer Teile, die vom Kunden zur Stichprobenprüfung bestimmt werden. Wenn der Prüfling auftritt, wird dies abgelehnt In der Zeichnung wurde der Inhalt der Ablehnungen mit einem roten Stift markiert. Die Notizen und die Datenbeschreibung werden auf dem Rekordblatt der Ablehnungsprüfungen angegeben.
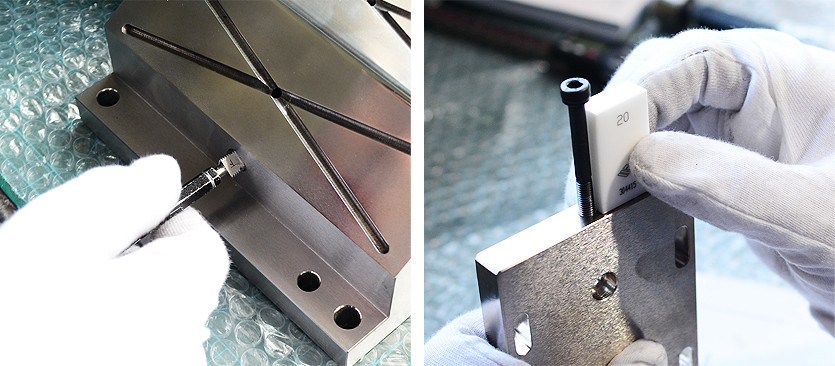
Erkennen des Gewindes: Zuerst prüfen Sie, ob das Gewinde defekt ist, wenn nicht, verwenden Sie die Fadenlehre Nr. Nr. 3 für die Gewindedetektion. Zweitens müssen Sie die Tiefe und die Rechtwinkligkeit des Fadens testen, um zu beurteilen, ob der Faden fein oder grob ist, gerader Faden oder kegelförmiger Faden. Zur Überprüfung der Rechtwinkligkeit sind Messuhren und Precision Square erforderlich.
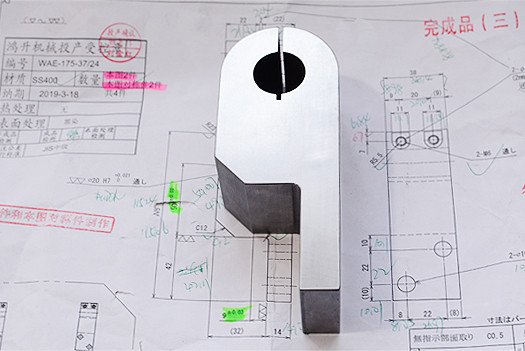
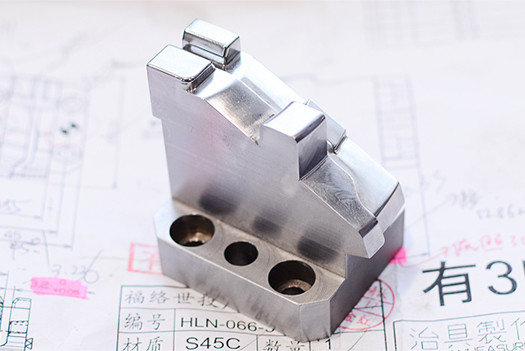
Zur Bestätigung aller Fasen werden die Noten, C-Winkel und R-Winkel in den Zeichnungen markiert.
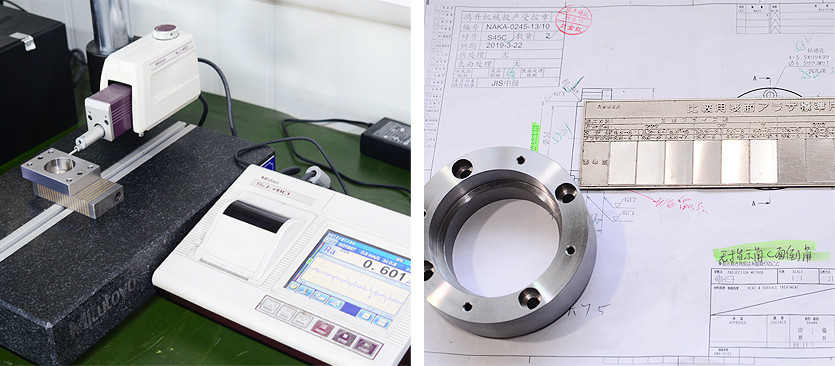
Überprüfung der Oberflächenrauheit: Die in der Zeichnung erfasste Rauheit wird mit dem gemessenen Messgerät verglichen. Überprüfung der Oberfläche, die in der Zeichnung nicht benötigt wird, aber als wichtig erachtet wird.

Zum Auswählen der Oberfläche ohne Toleranz für die Messung bei Verwendung des Härteprüfgeräts. Die auf der Zeichnung mit den Härteanforderungen gekennzeichneten Werte sind mit den tatsächlichen Werten zu vergleichen, um zu sehen, ob sie qualifiziert sind.
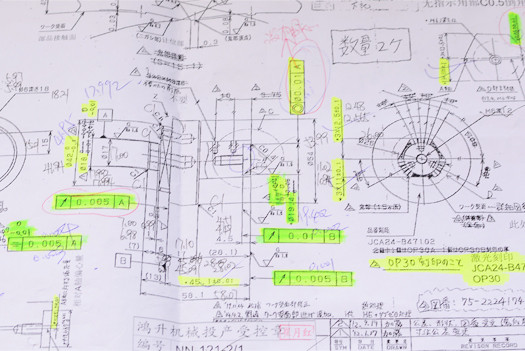
Kontrollhinweise: Auf der Zeichnung aufgezeichnete Konzentrizität, Rundheit, Geradheit, Ebenheit, Symmetrie usw. müssen überprüft werden. Alle Maße werden einzeln getestet und aufgezeichnet.
Bei der Prüfung von Halbzeugen, Fertigerzeugnissen und Oberflächenbehandlung nach Zeichnung ist das Siegel des Prüfers zu stempeln.
Um zu überprüfen, ob die Testgröße die Menge der Oberflächenbehandlung reserviert hat, und achten Sie vor dem Transport auf die Verpackung des Produkts während des Transports. Nach dem Verpacken muss der Oberflächenbehandlungsartikel darauf geschrieben werden. Um die qualifizierten Produkte in den Fall zu bringen, in dem Teile oberflächenbehandelt werden sollen, werden die Zeichnungen unterdessen mit entsprechenden Anforderungen in die Mappe gelegt.

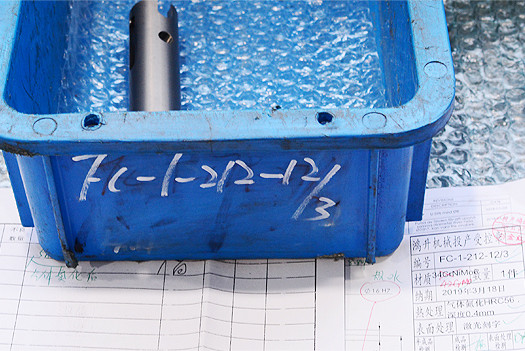
Sekundäre Inspektion von Toleranzlöchern und Oberflächeninspektion nach der Oberflächenbehandlung beginnen. Wenn keine anderen Probleme auftreten, legen Sie die Zeichnungen und Produkte zusammen mit der beschrifteten Teilenummer in das Feld und übertragen Sie das Feld und den Testbericht in den Verpackungsraum.
Um sicherzustellen, dass die Seriennummer auf der Verpackung mit dem Produkt in der Vorverpackungsphase übereinstimmt. Ändern Sie unter den Umständen der Unstimmigkeit die korrekte Nummer auf der Außenseite des Kastens und andere Details.
- Handy
- *Titel
- *Inhalt


Etwas abonnieren:
Melden Sie sich für den neuesten Katalog, neues Design und Promotion an
- Telefon:
+86-411-87552333-828
- Email:
- globalxinan@dlhshjx.cn
- Detaillierte Adresse:
- 15-2 Tianhua Road ETDZ Dalian